

Ideal Flooring Systems For The Food Industry
Companies who are a part of the food industry will be able to maintain a clean and sanitary floor always. There are standards imposed by the government that need to be followed especially if the company is engaged in food processing.
Commercial kitchens and food factories regularly get inspections and must adhere to strict health and sanitary regulations so they can continue to operate. One of the biggest requirements for operators in the food industry are coated floors.
Other industries aren’t required to have a second flooring layer because they don’t need it. However, the second layer of flooring is crucial for food industry operators because it is exposed to chemical byproducts that can damage the flooring.
Purity on the food processing area is critical to keep the area from being a haven for bacterial growth. It also prevents food from getting contaminated by harmful substances. Besides, a clean work area also provides a healthy environment for the staff working at that time.
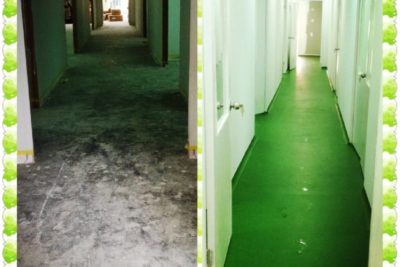
The flooring system applied to the concrete floor must be able to survive the kitchen conditions and be approved by food industry regulators. The following are flooring system solutions that will meet the requirements.
Epoxy Flooring System
Government regulators across different countries have approved epoxy floors as a viable floor coating for the food industry. There are 100% epoxy floor systems and mixed epoxy floor systems with the common substances mixed with it are quartz and marble.
Flooring solutions companies offer epoxy applications for clients. The process involves resin and hardener mixtures which are applied on the floor by using a trowel. You need professional to do this so you can get the most out of your flooring system.
A cleanly applied epoxy flooring system will protect against chemicals from seeping through to the underlying floor. It also provides protection from the harmful cleaning agents that are used to wipe the flooring.
Epoxy floors are also slip-resistant which minimises accidents in the work area. The additional impact resistance resulting from the strong and durable material helps it protect the flooring for a longer period.
Urethane Flooring System
This system uses a urethane mixture to protect your concrete floors. It comes in a thick, semi-liquid form which is directly applied on the floor area. The system has been found to be very durable as well which is why many meat processing plants have adopted it.
Temperature-resistant flooring helps in making it last longer. Odorless application appeals to kitchen owners because it keeps the food from taking in a chemical smell. Urethane floors are very easy to clean and maintain despite the higher cost upfront.
A decorative urethane floor can also be applied to the food area to make it more attractive and can be used to indicate certain areas for work. This coupled with its quick-dry feature makes it an ideal flooring system for any food processing plant.
Polyurea Flooring System
Another strong and durable floor coating, a polyurea coating is also used inside water tanks holding drinking water. This makes it a safe and viable flooring system for kitchens and other food processing factories.
The mixture dries in less than a minute after application plus it doesn’t smell, has zero to low VOC, and can resist temperatures of up to 250 degrees. This mixture is also used as fillers in cracked concrete because it is rigid enough to cover them up.
We hope that the information we provided will help you understand the nature of flooring systems. You can now better choose an ideal flooring system for your restaurant, kitchen, or factory to protect your floors.


